简体中文
简体中文
Tin tức
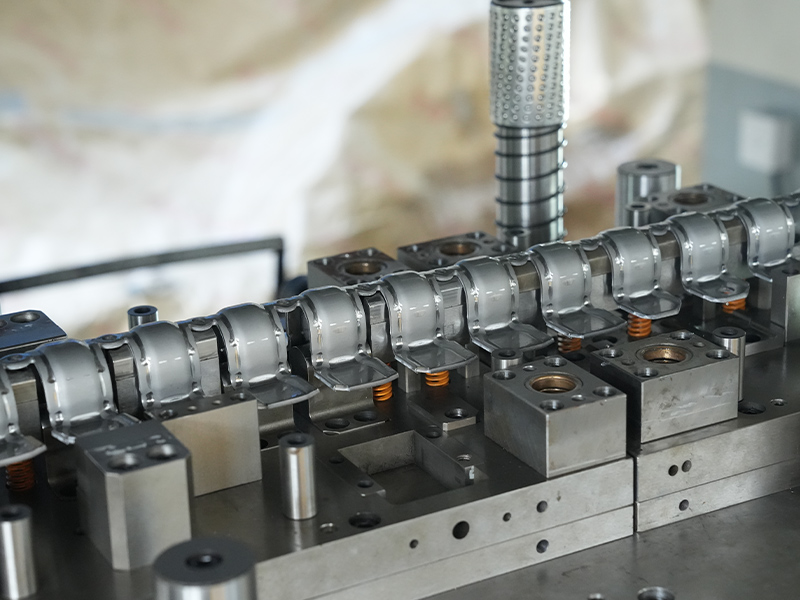
Trang chủ / Tin tức / Tin tức trong ngành / Quy trình sản xuất vỏ van điện từ bằng sắt đóng dấu có độ chính xác cao

Shim thép không gỉ chống mòn và áp suất cao của chúng tôi được thiết kế để chịu được điều kiện và cung cấp hiệu suất đặc biệt trong nhiều ứng dụng công nghiệp. Được làm từ thép không gỉ cấp cao, Sh...
Xem chi tiết
Buổi đệm niêm phong turbo bằng thép không gỉ của chúng tôi được thiết kế cho các ứng dụng hiệu suất cao trong động cơ tăng áp, cung cấp một con dấu mạnh mẽ, đáng tin cậy để ngăn chặn rò rỉ khí thải...
Xem chi tiết
Khung thép không gỉ chống mòn của chúng tôi được thiết kế cho các ứng dụng hiệu suất cao trong đó độ bền và sức mạnh là tối quan trọng. Được làm từ thép không gỉ cao cấp, khung này được thiết kế để...
Xem chi tiết
Khung thép không gỉ kháng áp suất cao của chúng tôi là một giải pháp mạnh mẽ, bền và đáng tin cậy để đảm bảo thiết bị trong môi trường đòi hỏi trong đó áp lực và tính toàn vẹn cấu trúc là rất quan ...
Xem chi tiết
Vỏ niêm phong tụ điện là một thành phần kim loại được đóng dấu chính xác được thiết kế để mã hóa và bảo vệ các tụ điện, đảm bảo hiệu suất và độ tin cậy dài hạn của chúng. Được sản xuất bằng các quy...
Xem chi tiết
Tấm điều chỉnh ghế đóng dấu sắt 65 triệu là một thành phần dập kim loại được thiết kế chính xác được làm từ thép carbon cao (65MN), một vật liệu được biết đến với độ cứng, độ bền kéo và khả năng ch...
Xem chi tiết
Khung thép ô tô chống ăn mòn của chúng tôi được thiết kế cho độ bền và hiệu suất trong các ứng dụng ô tô đòi hỏi. Được chế tác từ thép chất lượng cao, chống ăn mòn, khung này cung cấp sức mạnh và t...
Xem chi tiết
Tấm nhiệt quạt nhôm đóng dấu cho phích cắm cọc sạc năng lượng mới là một thành phần chính được sản xuất từ hợp kim nhôm bằng công nghệ dập, được sử dụng rộng rãi trong phần phích cắm của cọc sạc xe...
Xem chi tiết
Lồng vòng bi mỏng bằng đồng của chúng tôi là một thành phần thiết yếu được thiết kế để sử dụng trong vòng bi chính xác, cung cấp độ bền và hiệu suất hiệu quả trong các ứng dụng công nghiệp khác nha...
Xem chi tiết
Các đầu nối bằng đồng phosphor là các thành phần điện được thiết kế chính xác được làm từ hợp kim đồng kết hợp đồng, thiếc và phốt pho. Vật liệu chuyên dụng này cung cấp một sự pha trộn độc đáo của...
Xem chi tiết
Chốt van điện từ bơm nước mạ bạc đồng là một thành phần hiệu suất cao, được thiết kế chính xác được thiết kế cho chức năng trong các van điện từ bơm nước. Được sản xuất bằng cách sử dụng kết hợp mạ...
Xem chi tiết
Bộ hấp thụ sốc tấm kẽm tinh khiết là một giải pháp bền, hiệu suất cao được thiết kế để tăng cường chức năng và tuổi thọ của các máy móc và thiết bị khác nhau. Được xây dựng từ vật liệu kẽm nguyên c...
Xem chi tiếtChi tiết liên lạc
Address: Số 6 Qiasheng North Road, Khu công nghiệp Caoqiao, thị trấn Xueyan, Quận Wujin, Thành phố Changzhou, tỉnh Giang Tô
TEL: 86-15050692548
Nếu bạn quan tâm đến sản phẩm của chúng tôi, vui lòng tham khảo ý kiến của chúng tôi